備制造股份有限公司")

新聞中心
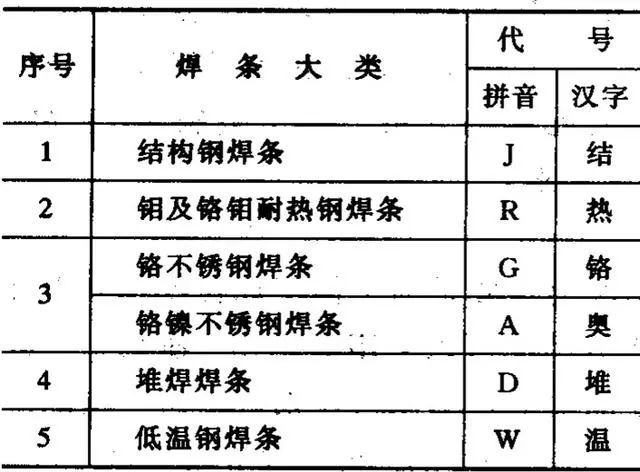
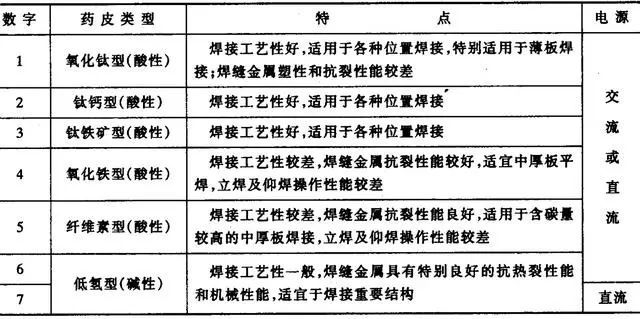
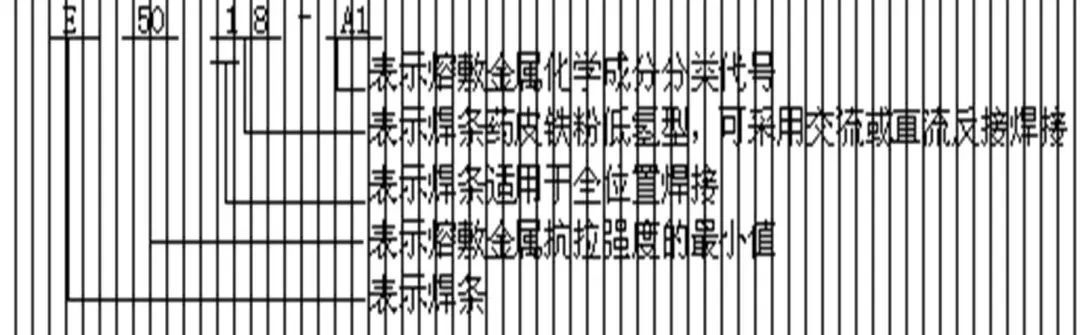
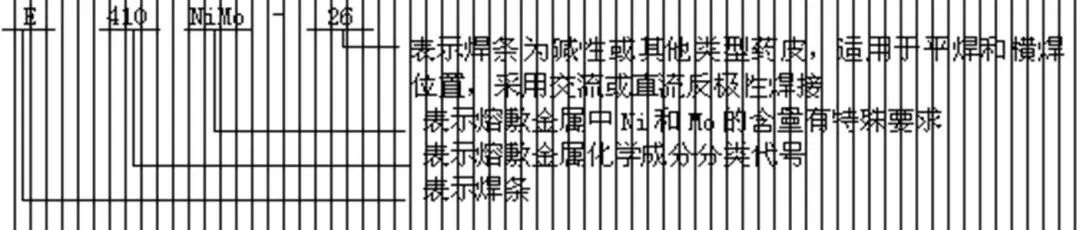
焊條的字母符號代表含義
2024-12-11


2024 /
12-11
所屬分類:
新聞中心
公司新聞
相關(guān)資訊—
期 警惕身體發(fā)出的這些信號")







Copyright ? 武穴市巨霸糧油設(shè)備制造股份有限公司
本網(wǎng)站支持IPV4 / IPV6雙向訪問
新聞中心
2024-12-11
2024 /
12-11
所屬分類:
新聞中心
公司新聞
相關(guān)資訊—
Copyright ? 武穴市巨霸糧油設(shè)備制造股份有限公司
本網(wǎng)站支持IPV4 / IPV6雙向訪問